ASTM D3212 is a standard test method used to determine the hydrostatic integrity of joints between thermoplastic pipes and fittings that use flexible elastomeric seals. The purpose of the standard is to confirm that the joint remains leak-tight while subjected to internal water pressure and joint deflection.
This makes ASTM D3212 highly relevant for manufacturers of PVC, PE and PP pipe systems, as well as for third-party approval testing and product development.
Leak tightness testing according to ASTM D3212 is essential for verifying the performance of gasketed pipe joints used in gravity sewer, drainage and underground piping systems. The test evaluates whether two joined pipe sections with an elastomeric sealing ring remain watertight when exposed to internal hydrostatic pressure and mechanical deflection.
For pipe manufacturers, test laboratories and certification bodies, ASTM D3212 provides a reliable method for proving joint integrity under conditions that simulate real-world installation and service environments. A successful leak tightness test helps reduce the risk of infiltration, exfiltration and long-term performance issues in buried pipe systems.
Since 1966, our focus has been on developing test equipment for the pipe industry. SCITEQ equipment and software for pipe testing are designed in Denmark and manufactured in our production facilities, as well as in collaboration with trusted European subcontractors. Our leak tightness tester system is configured to perform tests according to the relevent international standard such as ASTM D3212
The system is also offered for testing according to ISO 13259 and ISO 13254, ISO 4422-2, ISO 13844, GB/T 19472.1
Watch this short video for an introduction to SCITEQ leak tightness test for joint pipes.
In an ASTM D3212 pipe joint test, two pipe sections are joined using the intended sealing system and mounted in a leak tightness testing machine. The test specimen is then subjected to:
The objective is to verify that the joint maintains a watertight seal even when installation-related stresses are introduced. Unlike standards that also include vacuum stages, ASTM D3212 primarily focuses on hydrostatic joint integrity.
To perform repeatable and compliant testing, the equipment must be able to control both the mechanical setup and the internal pressure with high precision. The SCITEQ Leak Tightness Tester (LTT) is designed for this type of application and can be configured for ASTM D3212 as well as several other international standards.
With the right configuration, the test setup enables:
This makes the system suitable for both quality control and advanced R&D work.
A standard leak test sequence typically includes the following steps:
If no leakage is observed during the test period, the joint passes the test.
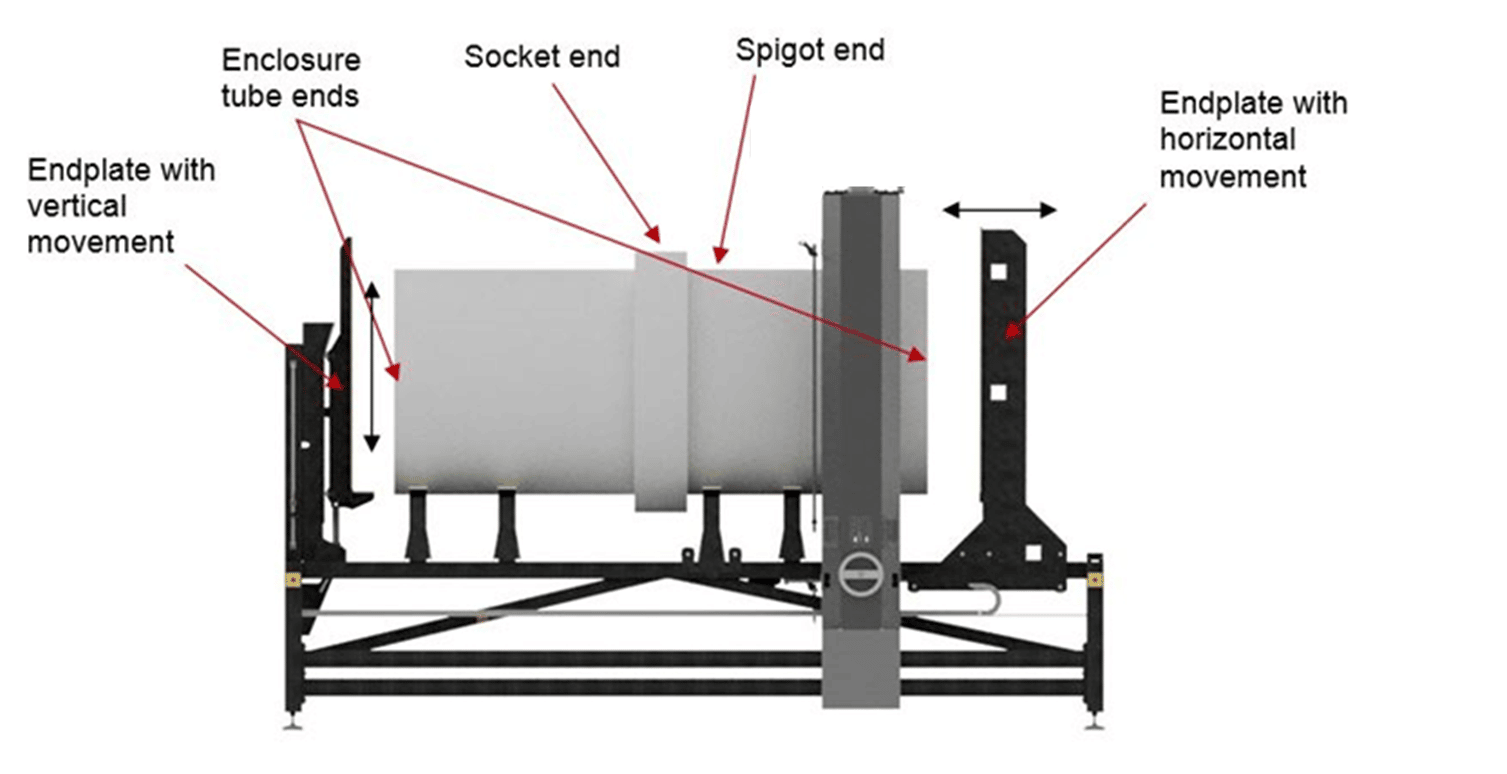
Two pipe sections are cut according to the standard for the test procedure. The two sections of pipe are then placed on the main frame of the machine, with the spigot and socket end facing each other in the middle (ready for joining).
End closures are mounted at the two pipe ends facing away from the spigot joint. Using the endplate, which can move in the longitudinal direction of the main frame, to press the two sections of pipe together the pipe samples are sealed.
Automated test systems offer significant advantages for testing:

ASTM D3212 testing for PVC, PE and PP pipe systems
Manufacturers of thermoplastic pipe systems rely on ASTM D3212 testing to verify that pipe joints meet market and customer expectations. The method is particularly relevant for:
Because joint integrity is one of the most critical performance parameters in buried non-pressure pipe systems, ASTM D3212 is widely used as part of quality assurance programs.
SCITEQ has long focused on testing solutions for the pipe industry, including automated systems for leak tightness testing, hydrostatic pressure testing and product validation. The LTT is a durable, flexible and robust solution for testing jointed buried plastic pipe systems, with customizable clamps and automatic test sequences. Furthermore, SCITEQ Service handles installation, commissioning and operator training for all customers. Direct support and technical guidance are also available from SCITEQ, the designer and manufacturer of the equipment.
For companies working with ASTM D3212 leak tightness testing, this means:
Recommendation
If you need to verify the hydrostatic performance of gasketed thermoplastic pipe joints, ASTM D3212 leak tightness testing is a critical method. By combining controlled angular deflection with internal water pressure, the test demonstrates whether the joint can remain watertight under realistic installation conditions. An automated solution such as the SCITEQ LTT helps manufacturers and laboratories perform efficient, accurate and repeatable testing, supporting both compliance and product quality.
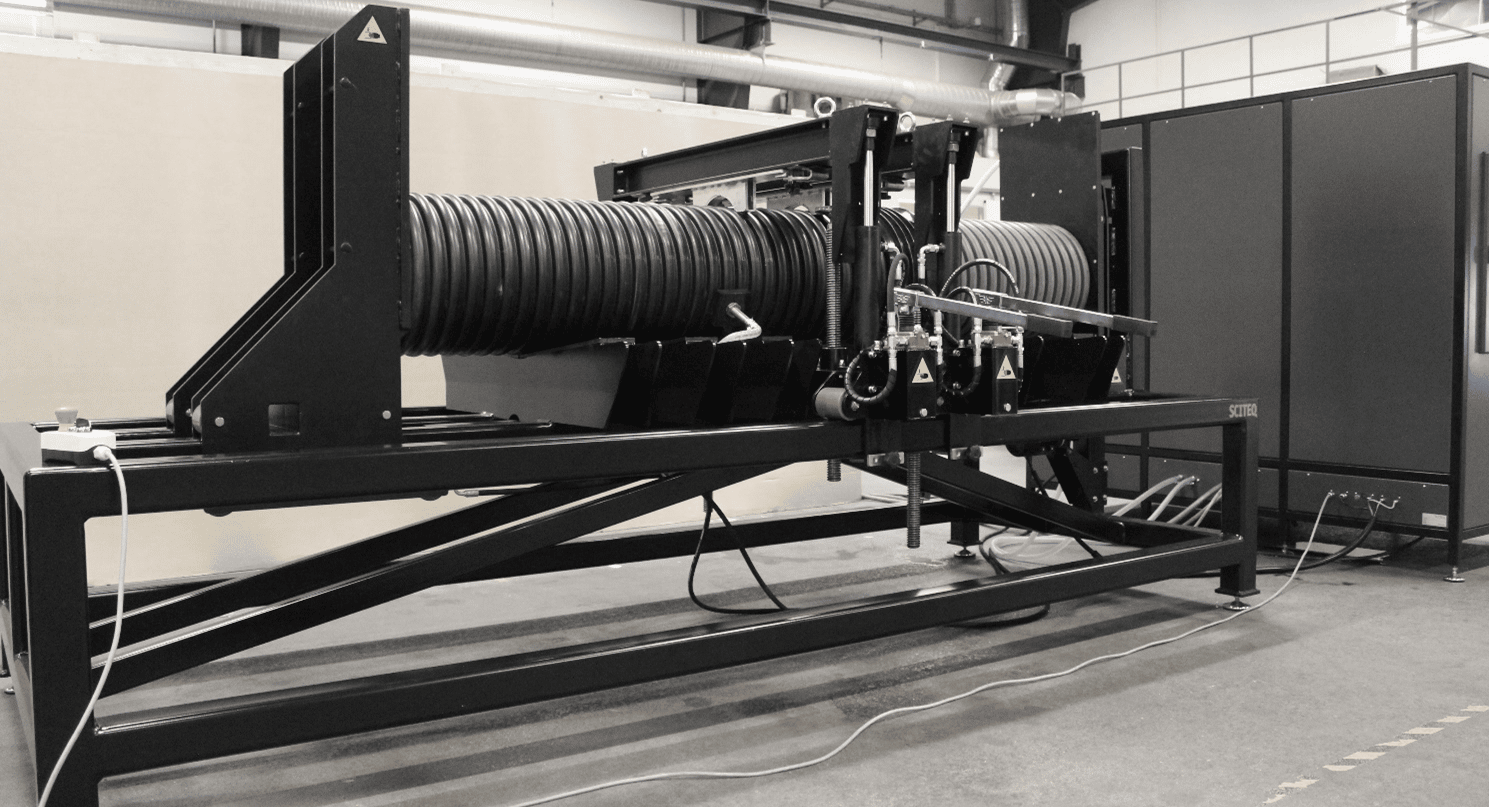
The Main Frame
The machine consists of a robust frame with supports for positioning the pipe test specimen. The towers can move back and forth along the frame, allowing easy and flexible adjustment to different specimen lengths.
An end plate is mounted at each end of the main frame. One of these end plates is movable in the longitudinal direction, enabling the two pipe sections of the test specimen to be pushed together and properly jointed.
The opposite end plate is designed to create angular deflection in the assembled test specimen. This end plate can move vertically, forcing one end of the specimen upward while the remainder of the pipe is held securely in place by the compression beams and towers.

The towers
The mechanical components found of the tower are creating the structural deformation of the pipe test specimen. The deformation is created by electric motors and spindles forcing the beams to clamp onto the pipe structure. The tower is free to move in the longitudinal direction of the main frame, which allows applying structural deformation at any point along the test specimen.
The beams
The compression force generated in the tower is transferred onto the test specimen using a set of two beams. The two beams are placed on each side of the test specimen/spigot and as the tower beams are compressed, the pipe specimen is deformed.
In order to distribute the compression force from the beams correctly onto the surface of the pipe specimen custom designed clamps are mounted on the beams.
The deflection obtained by the tower can be maintained, without the tower, by mounting of threaded rods between the two beams in contact with the test specimen. Once the threated rods are mounted the beams can be disconnect from thevtower. A new set of beams can then be mounted in the tower and the machine is then ready to apply pressure at another point of the specimen.
The technical cabinet
Water pressure and vacuum is supplied by the technical cabinet built of high quality components. The hydraulic system installed inside the technical cabinet is connected directly to actuators on the main frame. The water-air-systems creates vacuum and pressure during the test sequence, exposing to two steps of internal hydrostatic pressure. Vacuum loss detection under 5% as well as pressure loss detection under 10%.
Our leak tightness test for joint pipes is installed and used for testing in differerent industries such as pipe manufacturing, private and governmenal test institutions for both product approvals and research and development projects.
Please reach out to us to learn more about how the LTT system is put to use in the different projects we have installed world wide. Five recent installations for your reference:
Learn more about SCITEQ Leak tightness test
For a closer look at the LTT machine visit SCITEQ YouTube. Here you will find videos of the solution.
Contact us for further information
We are at your disposal for any questions, comments and suggestions. We look forward to hearing from you.
Feel free to contact us using the contact form below.
We strive to answer all inquiries within 24 hours (on working days).
